Laser cutting is processing of a job surface with a focused laser beam causing heating of this surface by transferring to it a great amount of energy that results in cutting.
The quality of cutting, at that, is very high, because the temperature of the metal in the cutting spot considerably increases during a few seconds, and the beam diameter is small.
Metal laser cutting potentials
Laser cutting technology of metals makes it possible to process:
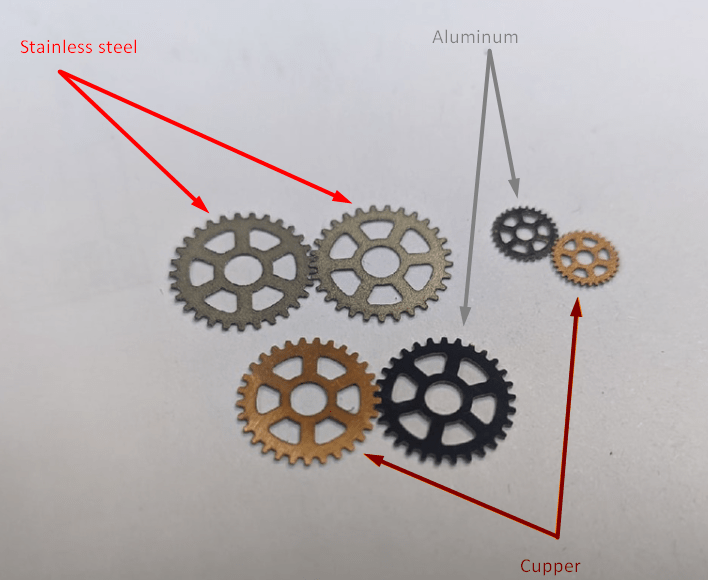
- steel (including stainless);
- aluminum and its alloys;
- copper;
- brass;
Metals with low thermal conductivity more easily yield to laser cutting, because they are able to accumulate the laser energy in a smaller volume of the material. The laser type should be selected for each case individually.
Now we are going to tell you what results we did achieve in laser cutting using a Raycus 30W + galvoscanner.
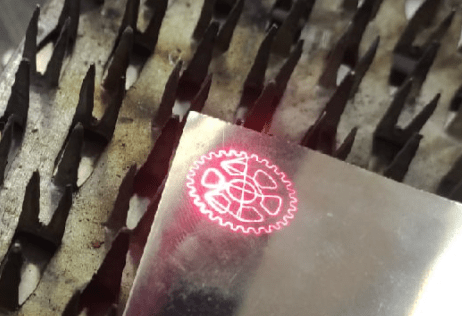
When laser cutting, it is critically important to place the material at a focus point. Anodized aluminum plates fit well to check the focus.
The main idea of these experiments was to test the combination of two modes. One mode includes a relatively slow speed and high power (a cutting mode), and the other uses a higher speed and low power (a cleaning mode).
The first mode was intended to burn metal and the other to clean metal from combustion products.
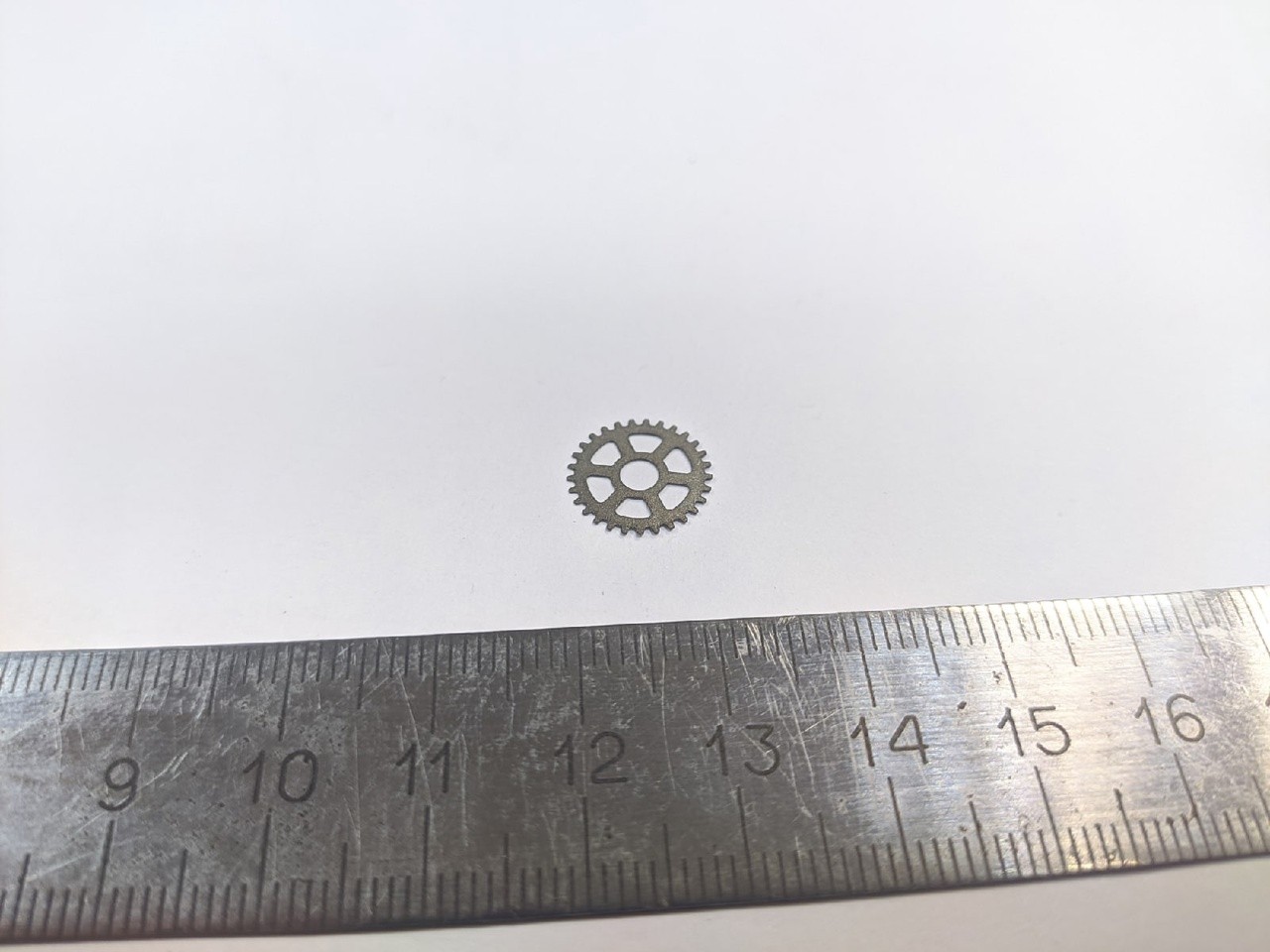
Stainless steel, 0,1 mm
We used a thin plate of stainless steel for our first tests.
At first, we determined the parameters at which carbon deposition on the stainless steel plate surface is the thickest.

We faced a problem of metal overheating resulting in its deformation (twisting) at the spot of cutting. We needed to avoid it. Otherwise, the metal , due to the deformation, will shift, causing shifting of the cutting line at several laser passes. So, we increased the speed to stop the metal overheating.
For the cutting mode we used a speed of 400 mm/sec, 100 % power.
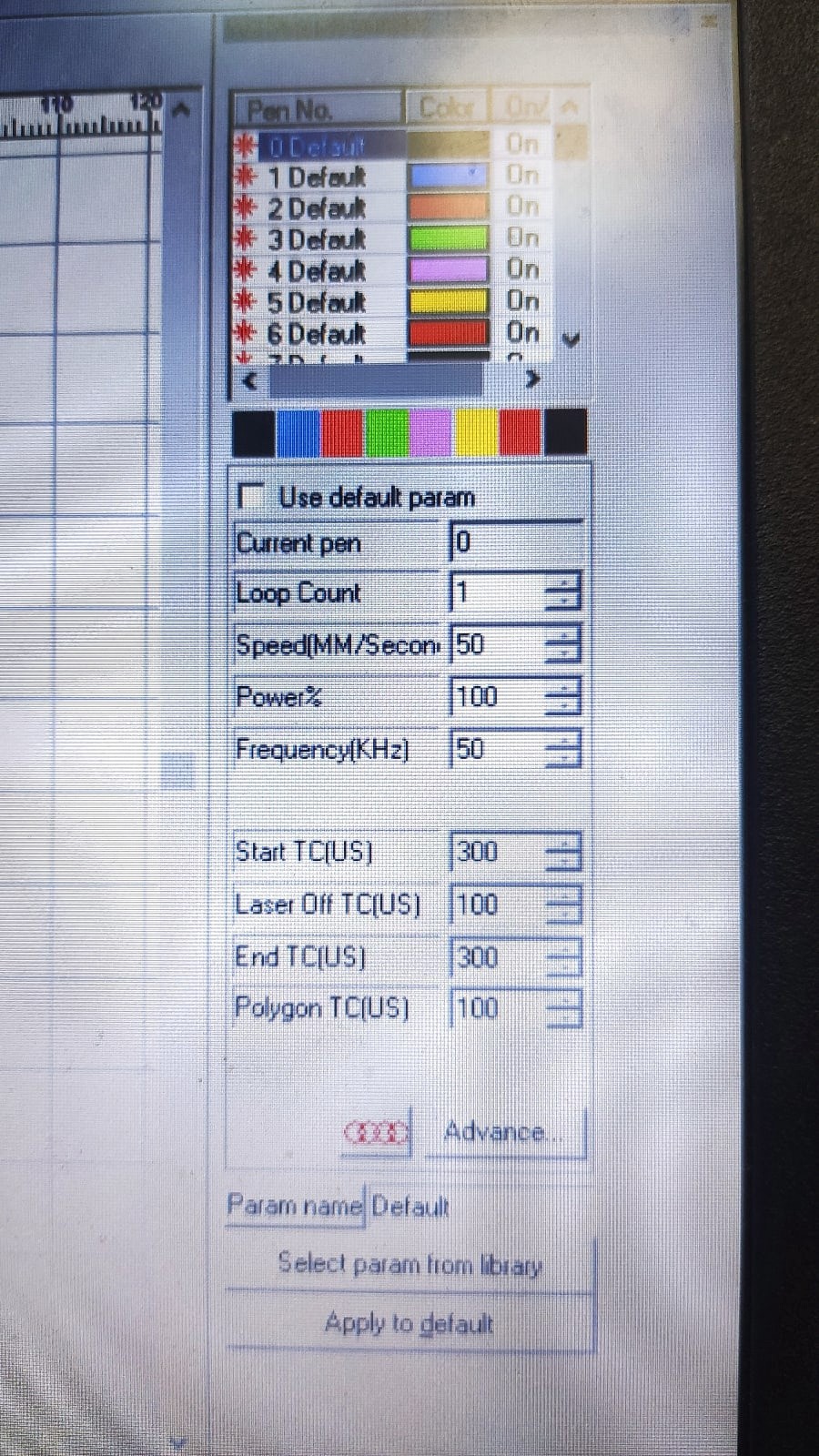
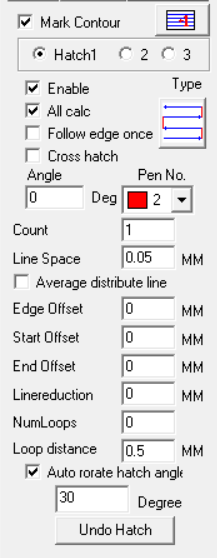
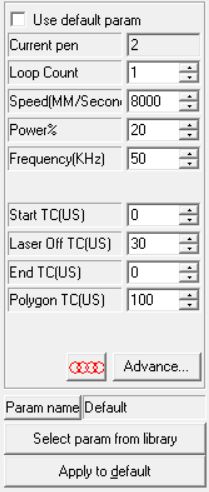
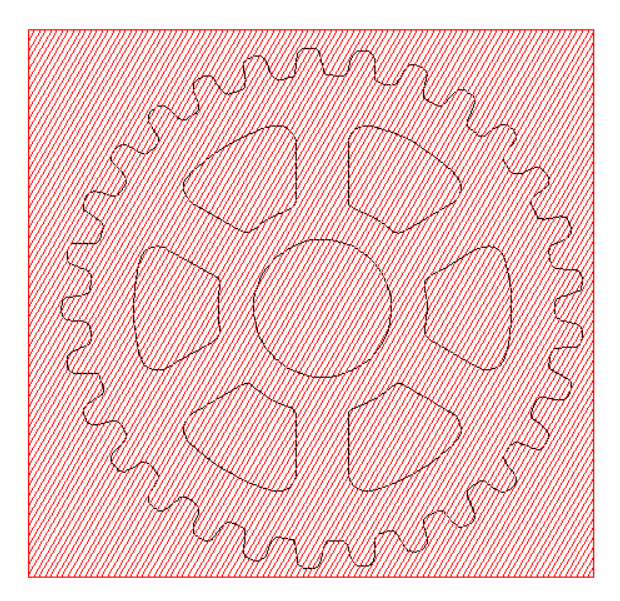
As we have already mentioned, we used the cleaning mode for the combustion products removal and to let the metal cool down a little after the previous processing. That is why, we formed for cleaning a square a little bigger than the figure for cutting. So, we set up the engraving (cleaning) mode for this square with the following parameters:
The last but not the least step was to determine the number of cycles.

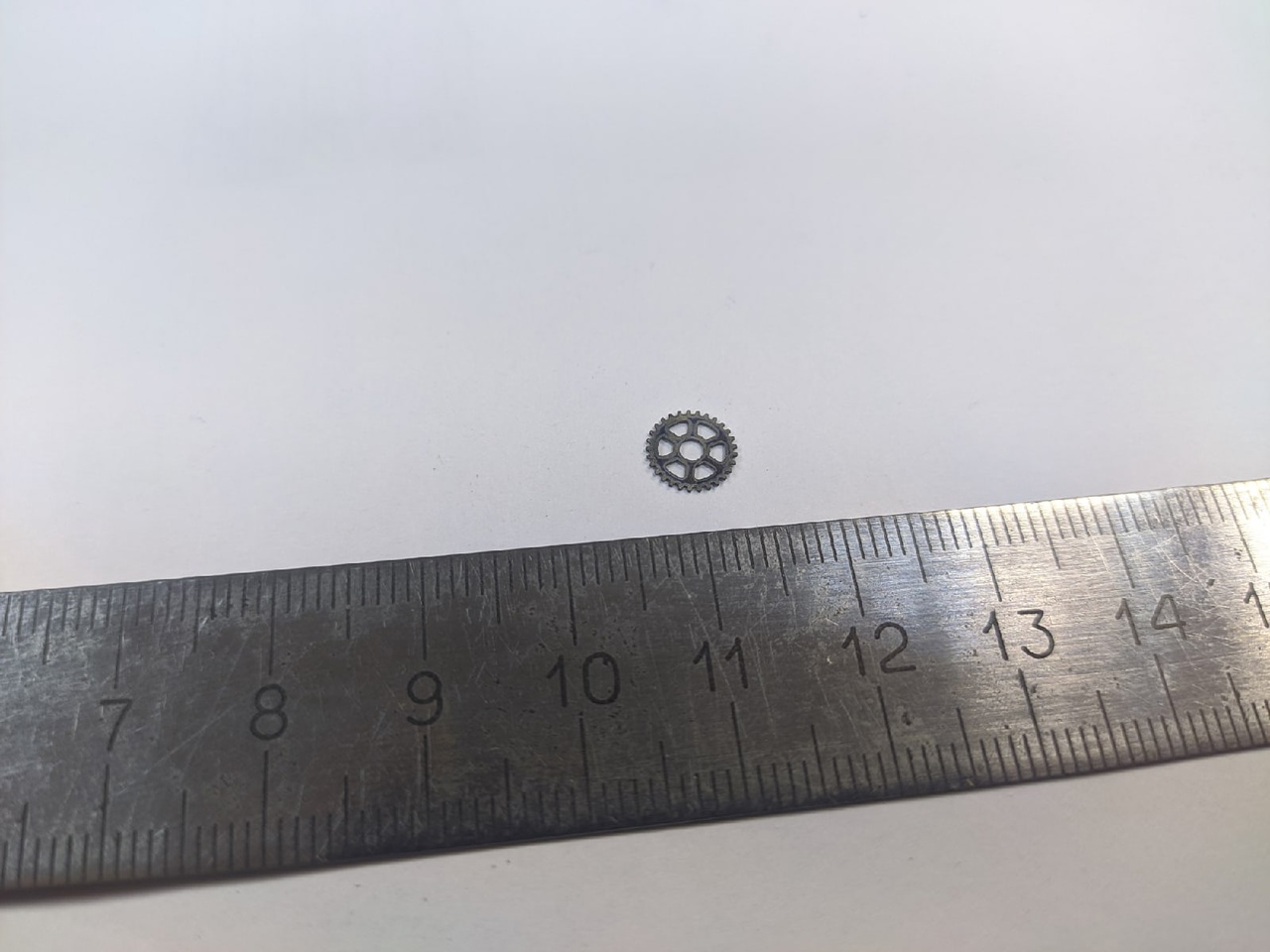
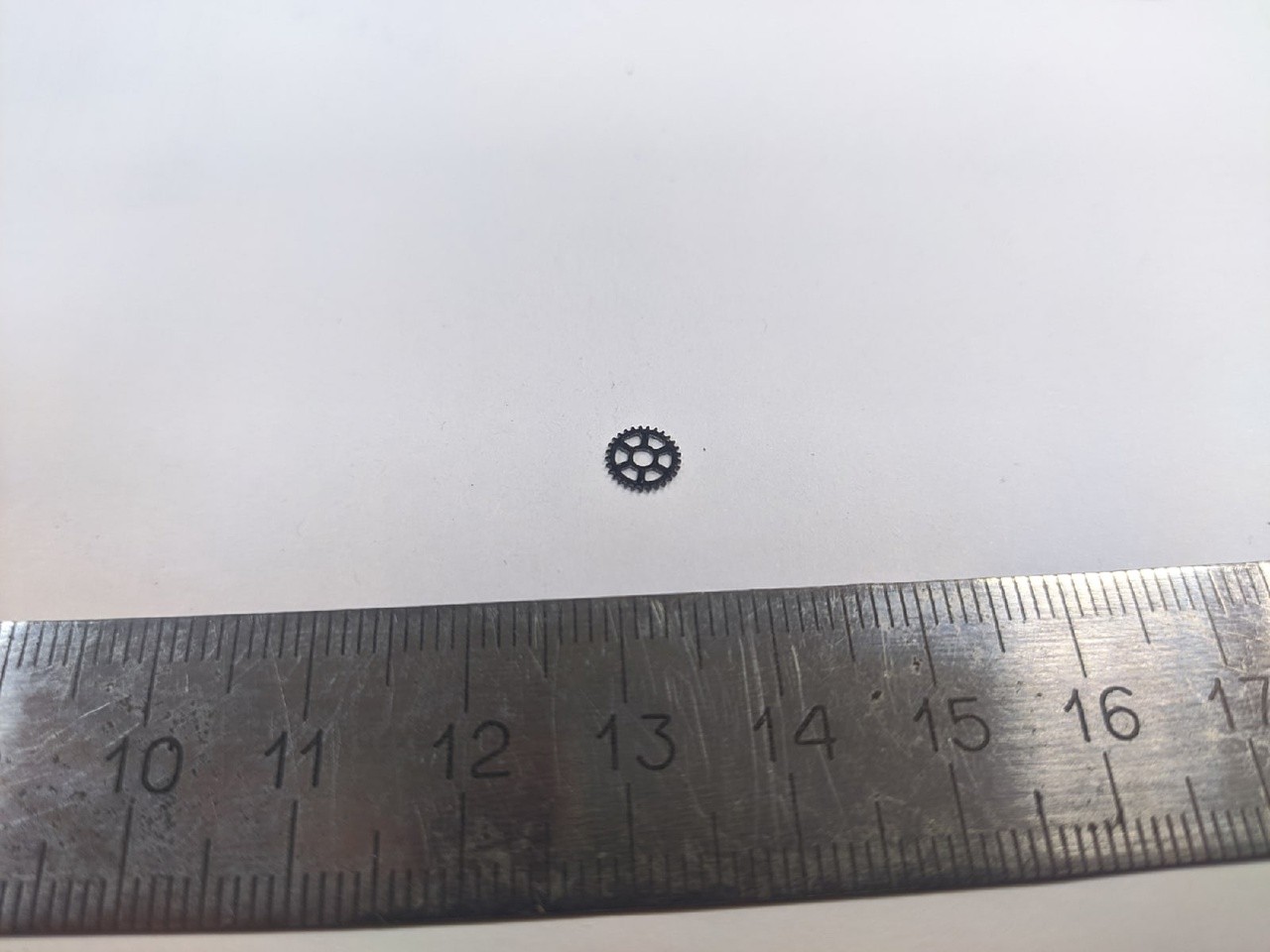
For the control test we used a vector image of the gear wheel from the Internet.
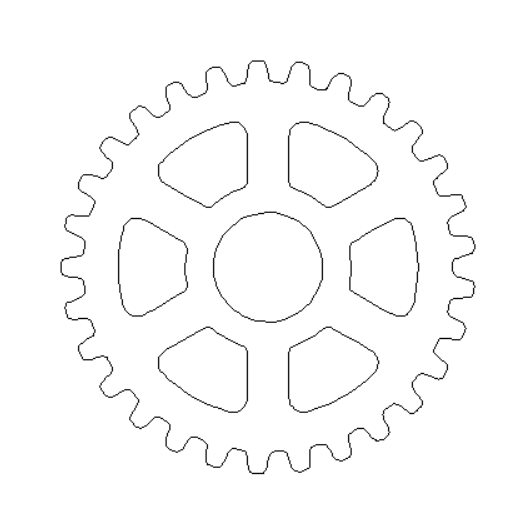
We needed 20 cycles to cut out the gear wheel. Each cycle consisted of the figure cutting, with 400 mm/sec. speed and 100% power, and the square cleaning atop the workpiece (0,05mm), with the following parameters: 8000 mm/sec. speed and 20% power.
Below, we list the materials we managed to cut and the mode we used.
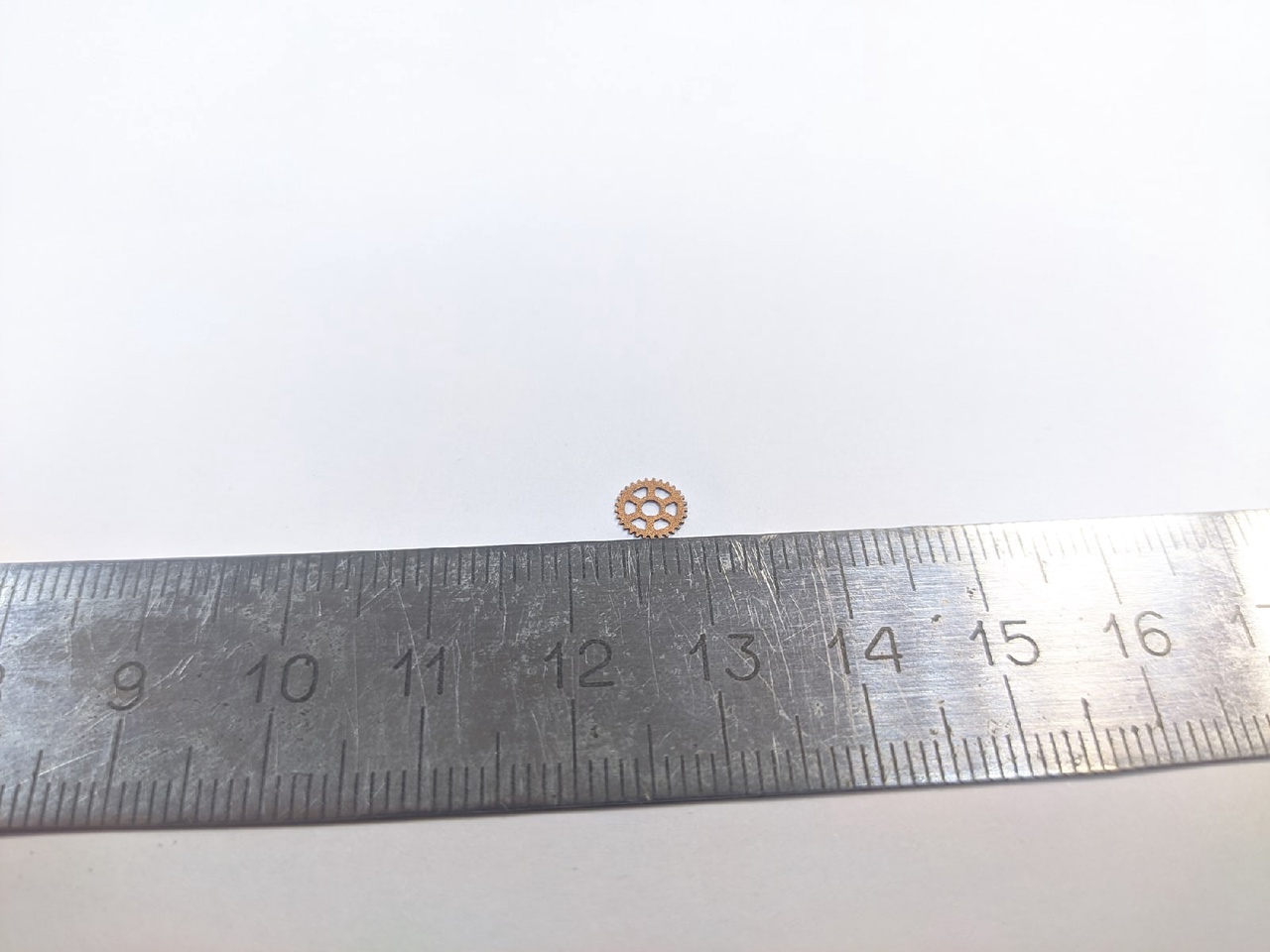
Copper, 0,2 mm
20 mm/sec, 100 %, 10 passes

Anodized aluminum 0,2 mm
20 mm/sec, 100 %, 5 passes
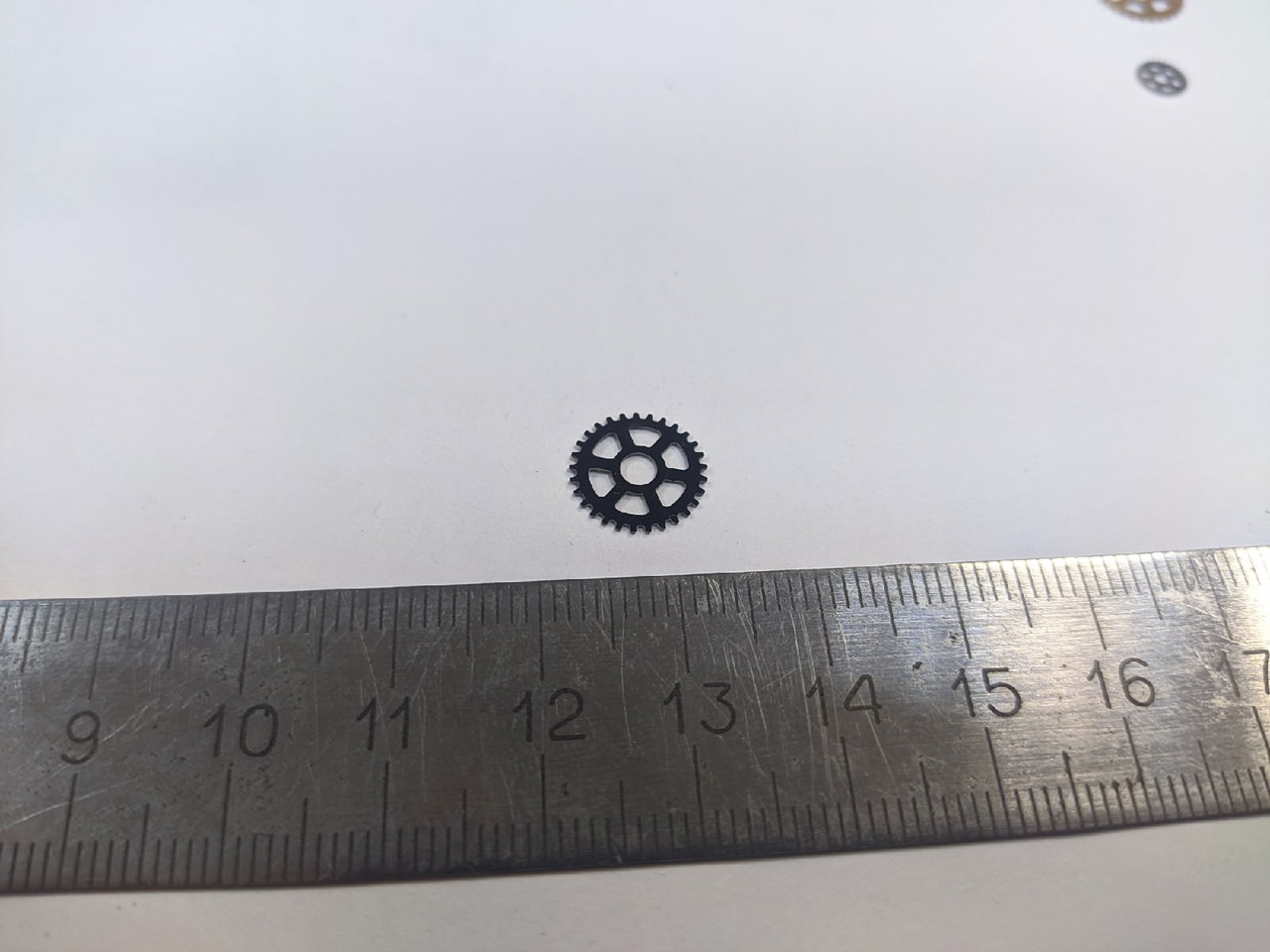
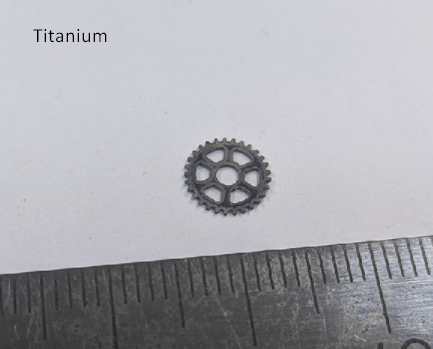
Titanium 0,15 mm
20 mm/sec, 100 %, 10 passes