Endurance 3 watt laser machine with 355 nm wavelength will be used for the sapphire laser cutting process
A complete video guide with detailed parameters
Endurance 3 watt UV (355 nm) laser module
Task: to achieve an even cut, cut out elements of sapphire 2×1 mm with plates 2.5×2.5 cm.
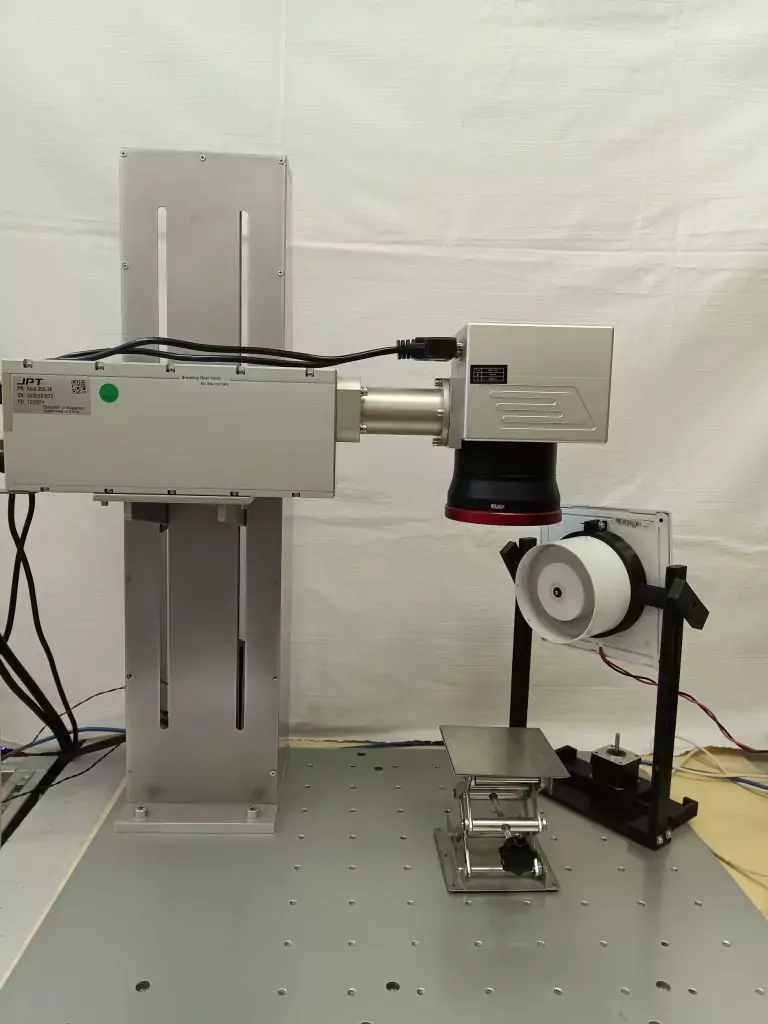
Installation characteristics: Endurance 3 watt 355 nm laser marking system with a lens F – Theta sl-355-110-160-d10-lp with a long wave of 355 nm (Figure 1). The focal length is 21.2cm (±1mm). Cutting track width 0.17mm, cutting depth 0.05 mm. A fan was used, as well as a lift table and a protective stand for the table (to avoid damage). The EzCad program was used to control the installation.
Sapphire thickness 0.05 mm. The sapphire is attached to the glass with masking tape.
The sapphire has a coating, on top of which there is a protective varnish. the material is quite brittle. It is necessary at work.
The most successful examples:
Parameters used in the laser processing process:

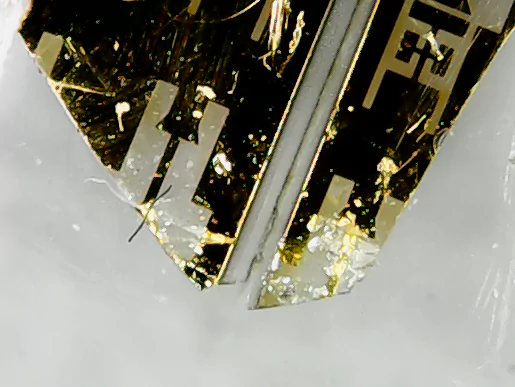
At the data parameters, there are small chips at the cut site (the cut itself is almost even). Also, the edges of the spraying are slightly burned, a slight deformation is visible.
It is worth noting that small parts that broke off during a sharp laser “flew away”. This is usually the case with the latest expiration date of previously manufactured unsuccessful samples. In addition, the sapphire did not break off along the cut line: at significant values of the frequency, the crack that emerged from the cut was expected to hit a fairly large area and reach about 10-15 mm, which is why the limiting processing and laser cutting of sapphire caused difficulty.
The best result is:

Values parameters that were used:
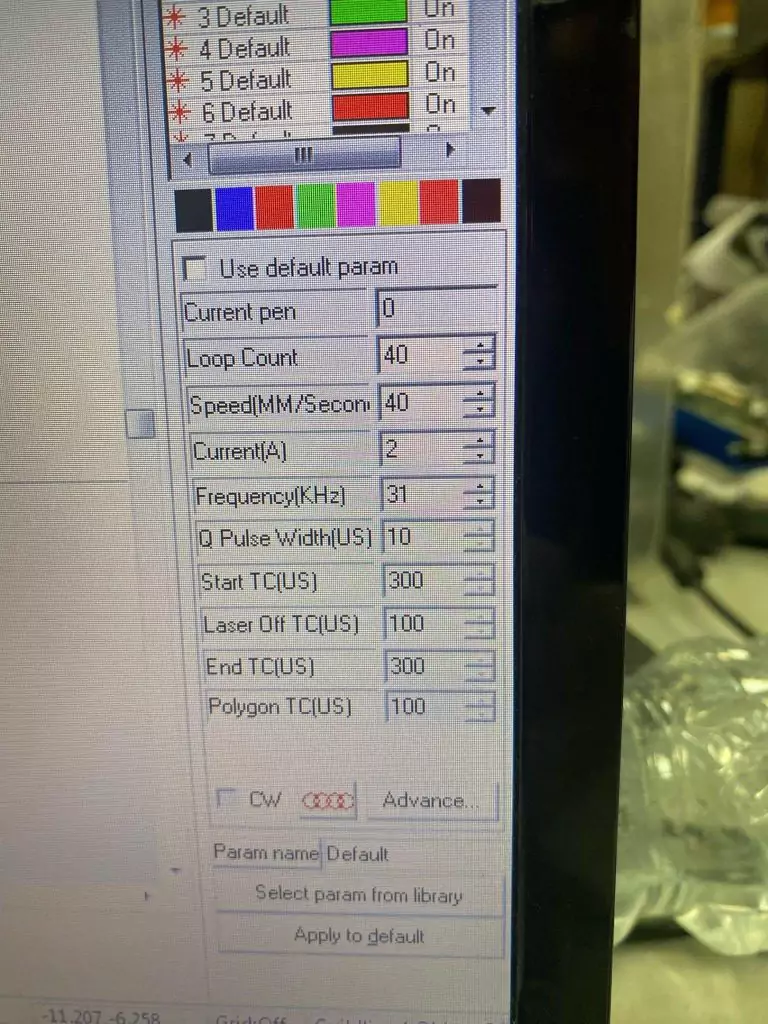
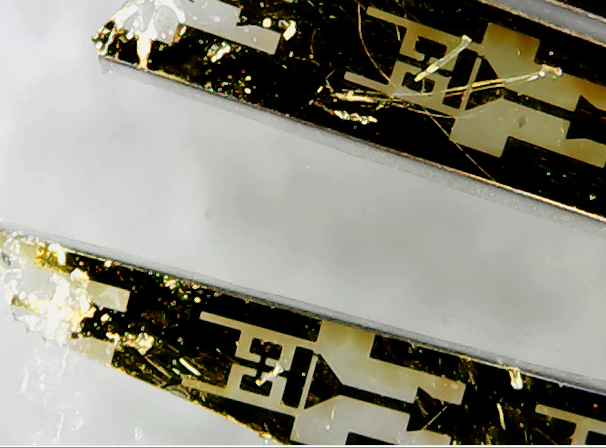
The cut is uniform, without chips. The edge is not burned.
Additional action

Figure 6 shows several options for the sharpness of laser cutting: certain (the result of the absence, there is no complete cutting of sapphire, the top coating is being burned through) and line cutting (they are the most successful, they have reached the maximum goal – complete cutting of sapphire).
It is worth noting the following point: for a quick cut, it is necessary to wait for the sapphire to cool (in the experiment, the temperature of the cooled sapphire is 23-27 ℃, except for this cutting of rectangular elements is impossible, cutting should take place in stages (as an example, cutting horizontal stripes first (with a break between lines, otherwise Either an increase in the number of repetitions (in a separate experiment, 120 laser passes were used for the cut, but in this case, the detection of chips, unevenness of the cut, small) darkening (slight) of the sapphire surface can be detected on the edge. Remove with a degreaser (but they easily removed regular alcohol-free wipes)

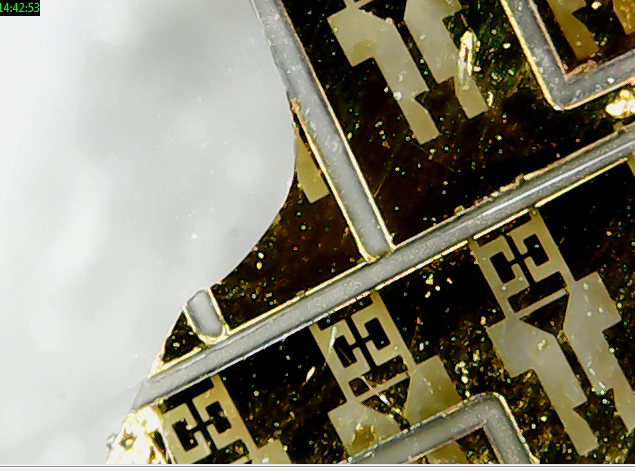
Figure 7 shows the result of the cut sapphire element. When it is detected, there are 120 laser episodes without intermediate cooling (about what happened earlier), like visibility, edges of the shape coverage by deformation, somewhere toning and violation of the presence, but the element itself has an almost even rectangular shape.
When solving the problem, the following problems were identified:
- When working with a laser, it is necessary to individually select the focal length (the established experience will depend on this: whether the sapphire will cut through or not, which will affect the result and end up in the overall result).
- The need to select laser parameters: from the selected line to be cut, to repetition and power. With incorrectly perceived values, there is no result, or a small value, or a sapphire frequency occurs. Also, if the sapphire is not fixed, at too high values it can break off and “fly away”.
Conclusions: in the course of the work performed, the task was completed – the exact cut of sapphire. In the course of the work performed a result was also achieved in which the ignited layer did not burn or deform.
Be stated that the 3W Endurance 355nm laser is ideal for this task.